- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



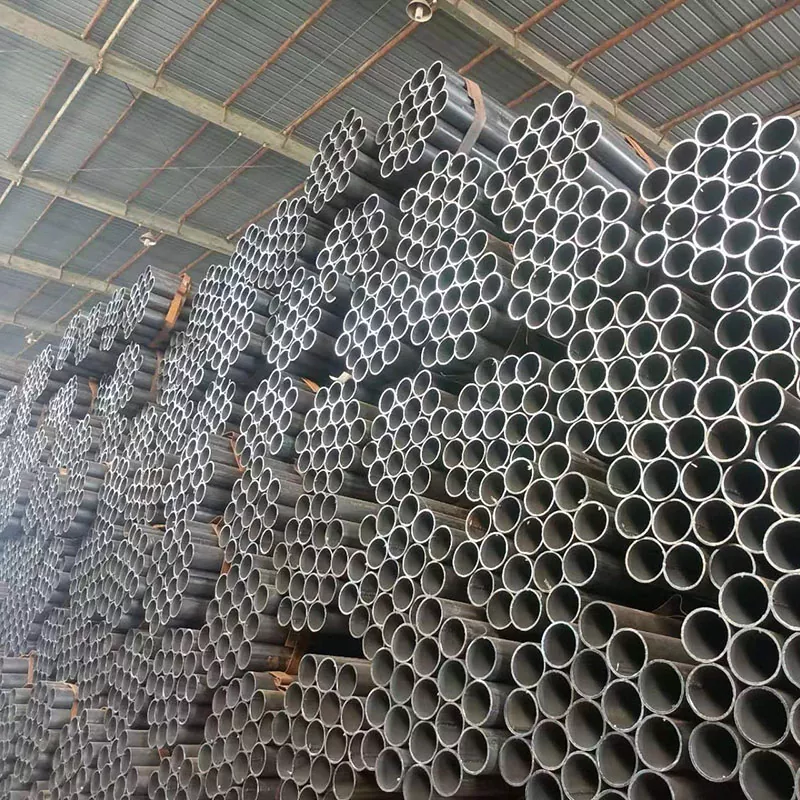


Langsveisede rør
Longitudinal Welded Pipe produsert av Xinlida-produsenten er en stålplate eller stålstrimmel valset, sveiset inn i en rett linje ved hjelp av sveiseteknologi (som høyfrekvenssveising eller nedsenket buesveising) for å danne en rørformet struktur. Sammenlignet med sømløst stålrør er produksjonsprosessen av rett søm stålrør enkel og kostnadene er lave enn det sveisede stålrøret kan være litt lavere.
Send forespørsel
produktbeskrivelse
Produksjonsprosessen til Longitudinal Welded Pipe følger kjerneprosessen av "råmateriale forbehandling-forming-sveising-finishing", og hvert trinn dreier seg om presisjon og styrkekontroll. Metoden omfatter følgende trinn: For det første, forberede råmaterialer, velge en varmvalset stålstrimmel eller en kveilplate som et stålbasismateriale for å skjære gjennom et skjærende rør til et skjærende rør, maskin, og deretter utføre utjevnings- og avrustningsbehandling for å fjerne overflateoksidbelegg og urenheter for å unngå å påvirke sveisekvaliteten; og deretter gå inn i et formingsstadium, hvor stålbåndet gradvis bøyes til et åpent, rundt røremne (eller firkantet eller rektangulært røremne) gjennom en kontinuerlig valseformingsmaskin, for å sikre at kantene på røremnet er på linje og krumningen er jevn, og legge et grunnlag for påfølgende sveising.
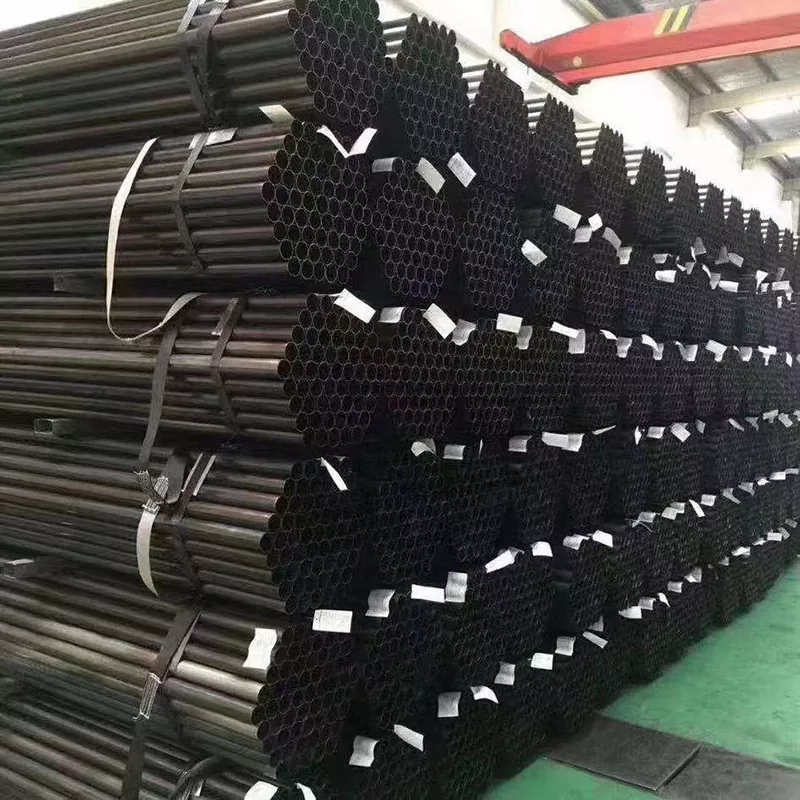


Etter dannelse går røremnet umiddelbart inn i sveisekoblingen, og hovedstrømmen vedtar høyfrekvent induksjonssveising eller buesveising: høyfrekvent sveising bruker elektromagnetisk induksjon for raskt å varme opp kanten av røremnet til en smeltet tilstand, og deretter fullføres sveisingen ved å trykke på ekstruderingsvalsen, og sveisestyrken er nær sveisestyrken; buesveising er egnet for tykkveggede rør, og koblingen oppnås ved å fylle smeltebassenget med en elektrode eller en sveisetråd. Etter sveising skal sveisinspeksjon (som ultralyd- og røntgeninspeksjon) utføres for å eliminere defekter som porer og sprekker, kalibrere rørdiameteren ved å dimensjonere en maskin, rette opp enden og rette ut overflaten, rette ut enden, rette ut overflaten, ved å rette ut maskinen. bearbeiding og anti-korrosjonsbehandling (som galvanisering og maling) for til slutt å danne kvalifiserte rettsveisede rørprodukter.


Hot Tags: Kina langsgående sveiset rør
Relatert kategori
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.





